
1 சட்டசபைக்கு முன் தயார் செய்யவும்
1.1ISO 6162-1 ஆக தேர்ந்தெடுக்கப்பட்ட ஃபிளேன்ஜ் இணைப்பு பயன்பாட்டின் தேவைகளைப் பூர்த்தி செய்கிறது என்பதை உறுதிப்படுத்தவும் (எ.கா. மதிப்பிடப்பட்ட அழுத்தம், வெப்பநிலை போன்றவை).
1.2ஃபிளேன்ஜ் கூறுகள் (ஃபிளேன்ஜ் கனெக்டர், கிளாம்ப், ஸ்க்ரூ, ஓ-ரிங்) மற்றும் போர்ட்கள் ISO 6162-1க்கு இணங்குவதை உறுதிசெய்யவும்.
1.3சரியான திருகுகள், வகை 1 க்கான மெட்ரிக் மற்றும் வகை 2 க்கான அங்குலம் ஆகியவற்றை உறுதிப்படுத்தவும்.
1.4ISO 6162-2 பாகங்களுடன் கூறுகளை கலக்க வேண்டாம் என்பதை உறுதிப்படுத்தவும்.வேறுபாட்டை எவ்வாறு அடையாளம் காண்பது என்பதைப் பார்க்கவும்"ஐஎஸ்ஓ 6162-1 மற்றும் ஐஎஸ்ஓ 6162-2 ஃபிளேன்ஜ் இணைப்பு மற்றும் கூறுகளை எவ்வாறு அடையாளம் காண்பது"இணைப்பு.
1.5அனைத்து சீல் மற்றும் மேற்பரப்பு இடைமுகங்களும் (போர்ட் மற்றும் ஃபிளேன்ஜ் கூறுகளை உள்ளடக்கியது) பர்ர்கள், நிக்குகள், கீறல்கள் மற்றும் எந்த வெளிநாட்டு பொருட்களும் இல்லாமல் இருப்பதை உறுதி செய்யவும்.
2 சரியாக அசெம்பிள் செய்வது எப்படி
2.1O-ரிங் ஸ்க்ரப்-அவுட்டை குறைக்க உதவ, O-வளையத்தை சிஸ்டத்தில் பயன்படுத்தப்படும் ஹைட்ராலிக் திரவத்தின் லேசான கோட் அல்லது தேவையான போது இணக்கமான எண்ணெயுடன் உயவூட்டவும்.அதிகப்படியான மசகு எண்ணெய் மூட்டில் இருந்து வெளியேறி கசிவுக்கான தவறான அறிகுறிக்கு வழிவகுக்கும் என்பதால், சிறப்பு கவனம் செலுத்துங்கள்.
குறிப்பு:O-ரிங் அளவுகள் அட்டவணை 1 அல்லது அட்டவணை 2 ஐப் பார்க்கின்றன, மேலும் இது மெட்ரிக் அல்லது இன்ச் ஸ்க்ரூவிற்கும் அதே அளவுதான், ISO 6162-1 மற்றும் ISO 6162-2 ஃபிளேன்ஜ் இணைப்புகளுக்கு ஒரே அளவு, கலப்புச் சிக்கல் இல்லை.
2.2flanged head மற்றும் flange clamps ஐ வைக்கவும்.
2.3திருகுகள் மீது கடினமான துவைப்பிகள் வைக்கவும், மற்றும் கவ்விகளில் உள்ள துளைகள் வழியாக திருகுகளை வைக்கவும்.
2.4ஃபிளேன்ஜ் டிப்பிங்கைத் தடுக்க, நான்கு திருகு இடங்களிலும் ஒரே மாதிரியான தொடர்பை உறுதிசெய்ய, படம் 1 இல் காட்டப்பட்டுள்ள வரிசையில் திருகுகளை கையால் இறுக்கவும், இது இறுதி முறுக்கு விசையின் போது விளிம்பு உடைவதற்கு வழிவகுக்கும்.
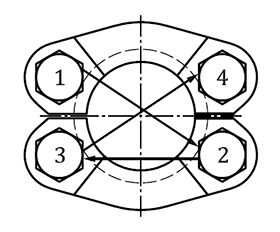
படம் 1 - திருகு இறுக்கும் வரிசை
2.5பரிந்துரைக்கப்பட்ட திருகு முறுக்கு நிலைக்கு இரண்டு அல்லது அதற்கு மேற்பட்ட அதிகரிப்புகளில் படம் 1 இல் காட்டப்பட்டுள்ள வரிசையில் உள்ள திருகுகளை முறுக்கு.
அட்டவணை 1 — ஐஎஸ்ஓ 6162-1க்கு இணங்க ஃபிளேன்ஜ் இணைப்புகளை அசெம்பிள் செய்வதற்கான மெட்ரிக் திருகு கொண்ட முறுக்கு மற்றும் குறடு அளவுகள்
| பெயரளவு அளவு | அதிகபட்சம் வேலை அழுத்தம் | வகை 1 (மெட்ரிக்) | ||||||||
| திருகு நூல் | திருகு நீளம் mm | திருகு முறுக்கு N.m | குறடு | O- மோதிரம் | ||||||
| MPa | bar | அறுகோணத்திற்கு தலை திருகு mm | சாக்கெட்டுக்கு தலை திருகு mm | Cஓட் | Inside விட்டம் mm | Cரோஸ்-பிரிவு mm | ||||
| 13 | 35 | 350 | M8 | 25 | 32 | 13 | 6 | 210 | 18.64 | 3.53 |
| 19 | 35 | 350 | M10 | 30 | 70 | 16 | 8 | 214 | 24.99 | 3.53 |
| 25 | 32 | 320 | M10 | 30 | 70 | 16 | 8 | 219 | 32.92 | 3.53 |
| 32 | 28 | 280 | M10 | 30 | 70 | 16 | 8 | 222 | 37.69 | 3.53 |
| 38 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 225 | 47.22 | 3.53 |
| 51 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 228 | 56.74 | 3.53 |
| 64 | 17.5 | 175 | M12 | 40 | 130 | 18 | 10 | 232 | 69.44 | 3.53 |
| 76 | 16 | 160 | M16 | 50 | 295 | 24 | 14 | 237 | 85.32 | 3.53 |
| 89 | 3.5 | 35 | M16 | 50 | 295 | 24 | 14 | 241 | 98.02 | 3.53 |
| 102 | 3.5 | 35 | M16 | 50 | 295 | 24 | 14 | 245 | 110.72 | 3.53 |
| 127 | 3.5 | 35 | M16 | 55 | 295 | 24 | 14 | 253 | 136.12 | 3.53 |
அட்டவணை 2 — ஐஎஸ்ஓ 6162-க்கு இணங்க ஃபிளேன்ஜ் இணைப்புகளை அசெம்பிள் செய்வதற்கு அங்குல திருகு கொண்ட முறுக்கு மற்றும் குறடு அளவுகள்1
| பெயரளவு அளவு | அதிகபட்சம் வேலை அழுத்தம் | வகை 2 (இன்ச்) | ||||||||
| திருகு நூல் | திருகு நீளம் mm | திருகு முறுக்கு N.m | குறடு | O- மோதிரம் | ||||||
| MPa | bar | அறுகோணத்திற்கு தலை திருகு in | சாக்கெட்டுக்கு தலை திருகு in | Cஓட் | Inside விட்டம் mm | Cரோஸ்-பிரிவு mm | ||||
| 13 | 35 | 350 | 5/16-18 | 32 | 32 | 1/2 | 1/4 | 210 | 18.64 | 3.53 |
| 19 | 35 | 350 | 3/8-16 | 32 | 60 | 9/16 | 5/16 | 214 | 24.99 | 3.53 |
| 25 | 32 | 320 | 3/8-16 | 32 | 60 | 9/16 | 5/16 | 219 | 32.92 | 3.53 |
| 32 | 28 | 280 | 7/16-14 | 38 | 92 | 5/8 | 3/8 | 222 | 37.69 | 3.53 |
| 38 | 21 | 210 | 1/2-13 | 38 | 150 | 3/4 | 3/8 | 225 | 47.22 | 3.53 |
| 51 | 21 | 210 | 1/2-13 | 38 | 150 | 3/4 | 3/8 | 228 | 56.74 | 3.53 |
| 64 | 17.5 | 175 | 1/2-13 | 44 | 150 | 3/4 | 3/8 | 232 | 69.44 | 3.53 |
| 76 | 16 | 160 | 5/8-11 | 44 | 295 | 15/16 | 1/2 | 237 | 85.32 | 3.53 |
| 89 | 3.5 | 35 | 5/8-11 | 51 | 295 | 15/16 | 1/2 | 241 | 98.02 | 3.53 |
| 102 | 3.5 | 35 | 5/8-11 | 51 | 295 | 15/16 | 1/2 | 245 | 110.72 | 3.53 |
| 127 | 3.5 | 35 | 5/8-11 | 57 | 295 | 15/16 | 1/2 | 253 | 136.12 | 3.53 |
இடுகை நேரம்: ஜன-20-2022